
Головки цилиндров двигателей всех автомобилей ГАЗ съемные, общие для всех цилиндров каждого двигателя, а на двухрядном V-образном двигателе — отдельные для каждого ряда цилиндров, причем головки обоих рядов взаимозаменяемы.
Все головки отливаются из алюминиевого сплава.
Между головкой и блоком цилиндров устанавливается сталеасбестовая прокладка толщиной 1,5 мм в сжатом состоянии. Прокладка состоит из перфорированного стального листа, облицованного с обеих сторон асбестом. Окна камер сгорания облицованы стальными ободками. Поверхности прокладки покрыты графитом для предохранения от прилипания к металлическим поверхностям блока и головки цилиндров. Головки прикрепляются к блокам цилиндров шпильками с гайками в таком количестве точек, чтобы обеспечить равномерное сжатие прокладок и тем обеспечить надежное уплотнение. На нижнеклапанных головках, которые по своей конструкции имеют незначительную жесткость, точек крепления сравнительно много (23 —на четырехцилиндровой и 33 — на шестицилиндровой).
На верхнеклапанных головках, которые, благодаря расположению в них газовых каналов и клапанов, получаются значительно более жесткими по конструкции, точек крепления гораздо меньше (10—на М-21, 18 — на каждой головке ГАЗ-13).
Под гайки крепления головок цилиндров устанавливаются толстые стальные цианированные шайбы.
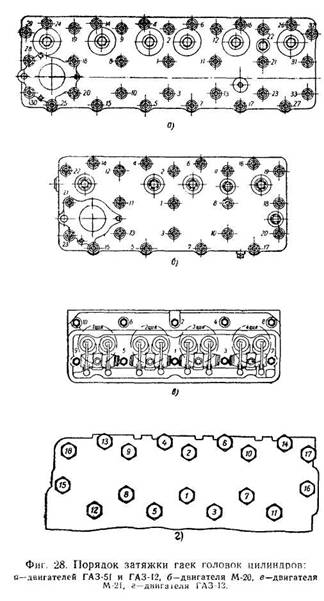
Чтобы обеспечить правильную и равномерную затяжку головки цилиндров, гайки следует затягивать только на холодном двигателе, в определенном порядке (фиг. 28), ключом, контролирующим момент затяжки. Необходимый момент затяжки составляет 6,7— 7,2 кгм.
При отсутствии динамометрического ключа гайки можно затягивать обычным накидным гаечным ключом из комплекта шоферского инструмента, усилием одной руки, без рывков и без применения каких-либо удлинителей ключа.
Для повышения долговечности седел выпускных и впускных клапанов в верхнеклапанные головки запрессовывают вставные седла из высокопрочного жаростойкого чугуна, имеющего высокий коэффициент линейного расширения.
Чтобы обеспечить надежную посадку седел в головку, последнюю нагревают при сборке до 170°С, а седла охлаждают в сухом льде до температуры минус 78,5°С.
После установки в головку седла завальцовывают путем уплотнения материала головки вокруг них.
Рабочие фаски седел клапанов двигателей М-21 шлифуют после установки их в головку.