
Заменой поршневых колец, поршня с поршневым пальцем и цилиндра восстанавливают уменьшившуюся компрессию, нормальный расход горючего и устраняют некоторые посторонние стуки.
Поршневые кольца заменяют после пробега мотоциклом приблизительно 10... 12 тыс. км. Признаками износа колец служат расход масла двигателем более 0,15 л на 100 км пробега и увеличение зазора в замке более 1,2 мм.Перед установкой новых колец их подгоняют по канавке поршня вручную, припиливая личным напильником (рис. 14) и обрабатывая наждачной шкуркой, затем проверяют зазор в замке. Зазор замеряют у кольца, вставленного в цилиндр без перекосов. Выравнивать расположение кольца в цилиндре удобно поршнем, вводимым вслед
за кольцом. Для компрессионных колец зазор должен быть 0,04...0,08 мм (только для новых), для маслосъемных—-. 0,025...0,065 мм.Если требуется заменить только верхние компрессионные кольца, то ставят нехромированные кольца, так как хромированные медленно прирабатываются. Для проверки соответствия высоты кольца ширине канавки поршня кольцо вставляют наружной стороной в канавку и прокатывают по ней. Зазор в канавках поршня должен быть 0,025...0,08 мм.
Правильно подогнанное кольцо, надетое на поршень, утапливается в канавку под влиянием собственной массы. При тугой посадке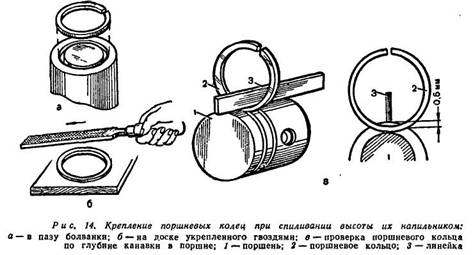
Соответствие толщины кольца глубине канавки поршня проверяют следующим образом: кольцо наружной стороной вставляют в канавку поршня, а к поршню параллельно его продольной оси прикладывают ребром линейку так, чтобы участок кольца, погруженный в канавку, оказался между дном канавки и ребром линейки. Кольцо, соответствующее глубине канавки, утапливается в ней на 0,4.„0,5 мм и свободно перемещается. Если кольцо не утапливается в канавке, то при расширении поршня и образовании под кольцом нагара дно канавки будет сильнее давить на кольцо и, следовательно, поршень может заклиниться в цилиндре.
Поршень и поршневые пальцы заменяют примерно через 18...20 тыс. км пробега мотоцикла. У поршня изнашиваются боковые стенки канавок для поршневых колец, отверстия под поршневой палец и юбка поршня. Износ поршневых канавок восстанавливают проточкой их на токарном станке под ремонтные поршневые коль-ца, а износ отверстий в бобышках — развертыванием разверткой с направляющим хвостовиком под увеличенный размер поршневого пальца, но с обязательным сохранением зазоров и натягов в сопряжениях пары поршень — поршневой палец (диаметральный зазор — не более 0,01 мм) и пары отверстие во втулке верхней головки шатуна— поршневой палец (диаметральный зазор — не более 0,03 мм).
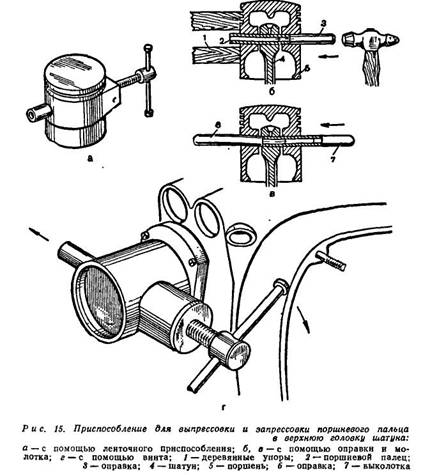 При наличии диаметрального зазора в соединении цилиндр — поршень более 0,2 мм поршень подлежит выбраковке и замене новым. Для замены поршня применяют приспособления, указанные на рисунке 15. При снятии поршня сначала снимают стопорные кольца поршневого пальца, а затем на поршень надевают приспособление и устанавливают его на шпильки крепления цилиндра и вы-прессовывают поршневой палец; при этом внимательно следят за тем, чтобы винт приспособления не портил поверхность отверстия в поршне.
При наличии диаметрального зазора в соединении цилиндр — поршень более 0,2 мм поршень подлежит выбраковке и замене новым. Для замены поршня применяют приспособления, указанные на рисунке 15. При снятии поршня сначала снимают стопорные кольца поршневого пальца, а затем на поршень надевают приспособление и устанавливают его на шпильки крепления цилиндра и вы-прессовывают поршневой палец; при этом внимательно следят за тем, чтобы винт приспособления не портил поверхность отверстия в поршне.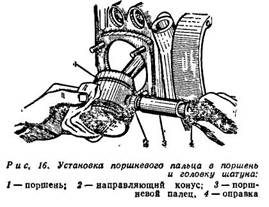
Поршневой палец следует устанавливать быстро, так как поршень остывает и палец может «прихватить». Запрессовка пальца ударами недопустима, и в случае «прихватки» пальца его выпрессо-вывают и операцию повторяют. После установки поршневого пальца устанавливают стопорные кольца, затем на поршень надевают поршневые кольца.
Продление срока службы поршня путем установки новых поршневых колец возможно только лишь на короткое время, так как в этом случае кольца изнашиваются быстрее.Заменяют цилиндр новым или отремонтированным при наличии диаметрального зазора более 0,2 мм в соединении с поршнем, задиров и рисок на зеркале цилиндра, а также наволакивании алюминия, которое происходит при заклинивании поршня. Наволакивание алюминия на зеркале цилиндра хорошо устраняется концентрированным раствором каустической соды и затем обильным смыванием ее теплой водой. После просушки цилиндра его необходимо замерить в пяти поясах на расстоянии 9, 16, 64, 74 и 84 мм от верхней плоскости цилиндра в двух плоскостях: качания шатуна и перпендикулярной ей. Если овальность зеркала цилиндра выше 0,07 мм, а конусообразность или износ выше 0,15 мм, то цилиндр требует рас-шлифовки под ближайший ремонтный размер поршня. Замер диаметра цилиндра индикатором показан на рисунке 17.
При снятии цилиндра с картера двигателя кривошипный механизм поворачивают в такое положение, чтобы поршень был в в. м.т. и оба клапана были закрыты.Для монтажа цилиндров двигателей мотоциклов серии «Урал» и «Днепр» (рис. 18) кривошипный механизм устанавливают аналогично положению при снятии цилиндра. Поршень и поршневые кольца смазывают маслом для двигателя. Укладывают прокладку цилиндра. При установке левого цилиндра три масляных отверстия в прокладке должны совпадать с отверстиями цилиндра и картера двигателя. Перед установкой цилиндра на место замки поршневых колец разводят под углом 120°.
При установке цилиндров двигателей с верхним расположением клапанов следует следить за тем, чтобы прокладка не перекрывала отверстие для стока масла; стрелка на уплотнительных колпаках должна находиться в верхнем положении, а кожухи плотно устанавливались на свои места. Ленточным или специальным зажимом зажимают поршневые кольца и вводят поршень в цилиндр; надевают цилиндр на шпильки картера и заворачивают гайки До отказа. Накладывают на верхний фланец цилиндра прокладку; устанавливают головку цилиндра и завертывают болты крепления, предварительно подложив шайбы под головки болтов.Болты затягивают равномерно крест-накрест. Надевают на свечу зажигания медно-асбестовую или алюминиевую прокладку и ввертывают свечу зажигания в отверстие головки цилиндра. Подсоединяют к свече провод высокого напряжения.